當前位置:
當前位置: 山(shān)西石(shí)料(liào)廠(chǎng)單機(jī)除塵器
山西鑄(zhù)造廠布(bù)袋除塵(chén)器
山(shān)西水泥廠旋(xuán)風(fēng)除塵(chén)器
山(shān)西破碎廢鋼(gāng)除塵器
山(shān)西鍋爐除塵器(qì)
山西鋼(gāng)廠靜(jìng)電除塵器(qì)
山西珍珠岩除(chú)塵器(qì)
山西焦化廠除塵器
山西(xī)鋼鐵廠(chǎng)除塵器(qì)
山西鑄造(zào)廠除(chú)塵(chén)器
山西石料(liào)廠除塵器(qì)
山西(xī)木工除(chú)塵器
山西廢氣(qì)處理設備
山(shān)西粉(fěn)塵加(jiā)濕機
山西(xī)除塵布袋(dài)
山西除塵(chén)骨架(jià)
山西(xī)除塵(chén)器卸(xiè)料器(qì)
山西(xī)電除塵器(qì)配件
- 産品名稱(chēng):
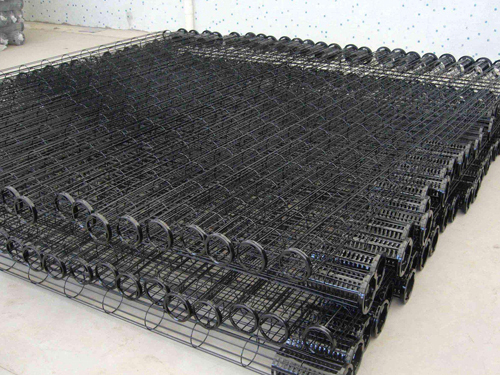
山西有機(jī)矽除(chú)塵骨架(jià)
- 産品描述:矽(xī)除塵(chén)骨架是電廠脫硫除(chú)塵骨架,産品(pǐn)采用足(zú)夠強度的(de)碳鋼(gāng)或(huò)不(bú)鏽鋼絲,采(cǎi)用設備一(yī)次焊(hàn)接成(chéng)...
- 相關(guān)标簽(qiān):

矽(xī)除塵骨架(jià)是電廠脫(tuō)硫除(chú)塵骨架,産品采(cǎi)用足夠強度的(de)碳(tàn)鋼或不鏽鋼(gāng)絲,采用設(shè)備一次焊(hàn)接(jiē)成型,矽(xī)除塵(chén)骨架(jià)焊接(jiē)後處(chù)理是(shì)經過(guò)表面鍍鋅(xīn)防止(zhǐ)生鏽(xiù),機矽除塵骨架在高(gāo)溫、高腐蝕(shí)環(huán)境中應(yīng)用較(jiào)廣(guǎng)泛(fàn)。
矽除(chú)塵骨架的(de)生産(chǎn)類型為:
1、圓(yuán)袋型(xíng)(外濾(lǜ)袋(dài))
2、圓(yuán)袋彈(dàn)簧型(外濾式)
3、扁袋型(xíng)(外(wài)濾式)(橢(tuǒ)圓形、菱形)
4、信封(fēng)型
5、多(duō)節式框架(橢圓型多(duō)節框(kuàng)架.圓(yuán)袋型多節(jiē)框架(插(chā)節式、卡(kǎ)盤式(shì)))
6、成品框架(jià)(帶文氏管的框架、塑(sù)料(liào)袋(dài)、鐵架(jià)包裝的框架、排(pái)列整(zhěng)齊的菱形(xíng)框(kuàng)架)
特點(diǎn)
1、采用(yòng)圓型結構,袋籠的縱筋和(hé)反撐環分布(bù)均勻,并(bìng)有足(zú)夠(gòu)的(de)強度和剛度,防止損(sǔn)壞和變形,頂(dǐng)部(bù)加裝(zhuāng)冷(lěng)沖壓短(duǎn)管,用(yòng)于(yú)袋(dài)籠的(de)垂直及保護濾(lǜ)袋口在噴(pēn)吹時(shí)的。
2、除塵骨架(jià)材(cái)料采用20#碳(tàn)鋼,使用骨(gǔ)架(jià)生産線一次(cì)成型,直線(xiàn)度和扭曲度,濾(lǜ)袋框架(jià)碰(pèng)焊後(hòu)光滑(huá),無(wú)毛(máo)刺,并(bìng)且有足夠的強度不脫焊,無脫焊(hàn),虛(xū)焊(hàn)和漏焊(hàn)現象。
3、骨架采用(yòng)鍍鋅技術(shù),鍍層(céng)牢固,,,避(bì)免了除(chú)塵器(qì)工作(zuò)一段時間後骨架表(biǎo)面鏽蝕與濾袋黏結(jié),了(le)換(huàn)袋順(shùn)利,同時減(jiǎn)少了換袋(dài)過(guò)程中對(duì)布袋(dài)的損(sǔn)壞。
矽(xī)骨架(jià)對于煙氣(qì)的高溫、高(gāo)濕、以及微細粉塵、吸(xī)濕性(xìng)粉(fěn)塵(chén)、磨琢性粉塵、易燃易(yì)爆粉(fěn)塵(chén)有(yǒu)了強的适應性(xìng);并且(qiě)在加強(qiáng)清灰、提、降低(dī)消耗、減少(shǎo)故障、方便(biàn)維修(xiū)方面(miàn)達到(dào)了高(gāo)的水(shuǐ)平,特(tè)别是(shì)在設備大型化,處理200萬m3/h以上型(xíng)煙氣(qì)方面;、蝕濾(lǜ)料的(de)、生産以及、蝕特(tè)種纖維的研究、、生産(chǎn)等方面均(jun1)有所突破。
矽骨架生産過(guò)程:
1、将已加工好(hǎo)的袋籠(lóng)浸(jìn)入除(chú)油槽(cáo)15分鐘,目的(de)是除(chú)去袋(dài)籠表(biǎo)面的油污。
2、從除(chú)油槽中取出(chū)袋(dài)籠放入清(qīng)洗槽進行浸泡(pào)清洗,目的(de)是除(chú)去袋籠上的(de)除油劑(jì)。
3、從清(qīng)洗槽取出(chū)袋籠(lóng)放入(rù)除鏽(xiù)槽進行除鏽處(chù)理,目的是(shì)除去袋籠(lóng)上的金屬(shǔ)氧化層,增強吸(xī)附力。
4、從除(chú)鏽槽(cáo)取出籠骨(gǔ)放入磷化(huà)槽進行磷(lín)化處(chù)理,目的是(shì)增強袋(dài)籠表面(miàn)的粘合力(lì)。
5、将處(chù)理好的袋籠放入烤(kǎo)箱,溫度設為$2100℃,進行20-30分鐘的(de)烘幹,目的除去(qù)袋籠上(shàng)的水份,保持袋(dài)籠本體的幹(gàn)燥。
6、取出袋籠,将調制好的(de)矽均勻的(de)噴塗(tú)在袋籠表(biǎo)面。塗(tú)層厚(hòu)度(dù)在60μm~100μm。
7、将噴(pēn)塗好(hǎo)的袋(dài)籠放(fàng)入烤(kǎo)箱(xiāng),溫(wēn)度設(shè)為$2220℃,進行(háng)120分鐘的(de)烘烤(kǎo)。之後(hòu)保持(chí)$2200℃,進行30分鐘(zhōng)的熱(rè)定型(xíng)。将(jiāng)袋籠自然冷卻,即完成了袋(dài)籠(lóng)矽噴塗(tú)工藝。
8、矽(xī)粘(zhān)合力強的(de)厚(hòu)度(dù)在60-70μm之(zhī)間。
矽除(chú)塵(chén)骨架(jià)規格(gé)型号:
1、矽内(nèi)星角除塵(chén)骨架;
2、矽圓形骨架;
3、矽(xī)多接頭(tóu)骨(gǔ)架。
山(shān)西有機(jī)矽(xī)除塵骨架 唐山有機(jī)矽除塵骨(gǔ)架
- 上(shàng)一篇:沒有了
- 下一篇:信封(fēng)型骨架
新(xīn)聞動(dòng)态
news

 關于(yú)除塵(chén)骨架(jià)我們(men)要(yào)了解些什麼(me)? 除塵(chén)設備中有一個(gè)除塵(chén)骨架,除塵(chén)骨架是除塵設(shè)備中(zhōng)重要(yào)的部(bù)分,除...
關于(yú)除塵(chén)骨架(jià)我們(men)要(yào)了解些什麼(me)? 除塵(chén)設備中有一個(gè)除塵(chén)骨架,除塵(chén)骨架是除塵設(shè)備中(zhōng)重要(yào)的部(bù)分,除... 鍋爐(lú)除(chú)塵器的作(zuò)用有哪些(xiē)? 鍋爐除塵器是(shì)鍋爐(lú)及工業生(shēng)産中(zhōng)常用的配(pèi)套設(shè)備。它(tā)的功(gōng)能(néng)是将鍋(guō)爐燃...
鍋爐(lú)除(chú)塵器的作(zuò)用有哪些(xiē)? 鍋爐除塵器是(shì)鍋爐(lú)及工業生(shēng)産中(zhōng)常用的配(pèi)套設(shè)備。它(tā)的功(gōng)能(néng)是将鍋(guō)爐燃... 除(chú)塵布袋的(de)産(chǎn)品(pǐn)特點(diǎn) 濾袋(dài)的面料和(hé)設(shè)計應盡量追(zhuī)求過(guò)濾、易于(yú)粉(fěn)塵剝離及效果(guǒ)。 ...
除(chú)塵布袋的(de)産(chǎn)品(pǐn)特點(diǎn) 濾袋(dài)的面料和(hé)設(shè)計應盡量追(zhuī)求過(guò)濾、易于(yú)粉(fěn)塵剝離及效果(guǒ)。 ... 電爐(lú)除(chú)塵器(qì)技術改造 電爐(lú)除塵(chén)器改造利(lì)用現在的(de)窯尾廢氣除塵器殼(ké)體,将其改(gǎi)造成(chéng)一台的(de)噴(pēn)...
電爐(lú)除(chú)塵器(qì)技術改造 電爐(lú)除塵(chén)器改造利(lì)用現在的(de)窯尾廢氣除塵器殼(ké)體,将其改(gǎi)造成(chéng)一台的(de)噴(pēn)... 延(yán)長礦山振動篩(shāi)除(chú)塵器(qì)使(shǐ)用壽(shòu)命的方法(fǎ)? 經(jīng)常(cháng)檢查袋式除塵(chén)器的内部(bù)開合(hé)、控制(zhì)清(qīng)潔空氣等(děng)。檢查(chá)濾(lǜ)袋堵(dǔ)塞程(chéng)度...
延(yán)長礦山振動篩(shāi)除(chú)塵器(qì)使(shǐ)用壽(shòu)命的方法(fǎ)? 經(jīng)常(cháng)檢查袋式除塵(chén)器的内部(bù)開合(hé)、控制(zhì)清(qīng)潔空氣等(děng)。檢查(chá)濾(lǜ)袋堵(dǔ)塞程(chéng)度...


備案号(hào):冀icp備(bèi)18007958号-2
copyright © 2019 - 2020 進興豐匯工程有限公司 all right reserved.